




Telphone:
0086-13681945604


Hot melt adhesives are more and more widely used in furniture edge sealing, but there are many difficulties encountered in the use. The following is a specific analysis of the common problems of hot melt adhesives for edge sealing by bonding aids:
1. Edge-sealing shedding: check whether the operation is correct, operate according to the machine operation requirements and the correct parameters of hot melt glue; check whether the edge-sealing machine is normal; whether the back coating of the edge-sealing belt is normal, if it is wood-skin edge-sealing, check whether it is a polyester tree species, or whether the wettability of the back non-woven fabric is qualified; whether the type of thermosol is suitable; whether the quality of thermosol is problematic.
Edge Band
2. Insufficient edge-sealing strength: whether the type of hot-melt adhesive used is appropriate; whether the plate is too loose or unqualified, whether the stacking time of the plate is too long, resulting in too much dust on the port; whether the edge-sealing is contaminated; whether the back coating of the edge-sealing is even; whether the hot-melt adhesive temperature fails, the pressure of the edge-sealing machine is insufficient, and the operating pressure of the manual edge-sealing machine depends on manual control, which is particularly prone to the above problems. The operating environment temperature is too low.
Thirdly, thick glue thread: incorrect type, such as fast glue used on slow machine, not bonded, hot melt glue has begun to solidify, resulting in not tight pressing; inadequate plate processing accuracy, poor sawing, not straight cut; deformation of edge band, not horizontal or arc-shaped; wear of pressure wheel of edge-sealing machine, uneven pressure up and down, there will be thick glue line on one side; insufficient pressure of edge-sealing machine, not able to press. Tight, require 3-5kg/cm2 pressure; too much glue, glue overflow.
4. Wire drawing contaminated sheets: poor quality of hot melt adhesive; improper selection of models, such as slow glue used in high-speed machines, hot melt adhesive opening time is too long, slow drying of glue; hot melt adhesive temperature is too high, or the speed of edge sealing machine is too fast; glue amount is too large; glue roller quality is not good, can not be uniformly glued or rationally adjusted.
Edge Band
Fifth, after several days, the spray paint falls off: the edge does not reach high bonding strength, check whether the operation is reasonable, or whether the quality of hot melt adhesives is qualified; the spray paint falls off to check whether the back of the wood skin is too greasy or the wettability of the non-woven fabric (paper); the spray paint falls off to check whether the wood skin is too small, whether the solvent of the paint penetrates into the glue to destroy the film; Hot melt gum quality can not meet the requirements, low-temperature gum is not suitable for this kind of process; improper edge sealing treatment, too thick gum, resulting in poor sealing, solvent easy to penetrate into the film damage strength.
During this period of time in the process of network marketing, a lot of customers asked some questions about edge-sealing, today I have time to sort them out for your reference.
Edge Band Problem
First, why are there such problems as whitening, skipping, cracking and poor glossiness of the edge of the PVC seals in the use process?
Answer: These questions mainly depend on the content of calcium carbonate powder (commonly known as lime powder) in the sealing strip. Generally, PVC seals contain calcium carbonate powder, but the high content of calcium carbonate powder will make the structure of PVC loose, which seriously affects the quality of PVC seals. The problems caused by the high content of calcium carbonate powder are as follows:
1) Bleaching, that is, after the edge of the sealing strip is curved in a small arc, there will be a whitening phenomenon in the bending part, and this whitening will not be restored after the edge of the sealing strip is stretched again. This phenomenon is more evident for dark edge seals.
2) Bumper is easy to produce when the edge is trimmed. Of course, the cause of jumping is not only the high content of calcium carbonate powder. When the speed of hot melt glue and feeding is not well coordinated, the edge-sealing strip is not fully adhered to the plate when trimming, so the phenomenon of edge-jumping is easy to occur due to the floating of the edge-sealing strip.
3) The edge glossiness of trimming and grinding edges is poor, so the appearance effect will be poor. At present, in order to reduce the cost, the poor quality edge seals in the market contain more than 60% calcium carbonate powder. As for the different equivalent products of the same brand, their calcium carbonate content is also the main factor.
4) Cracking, because the content of calcium carbonate is too high, the sealing edge is not tough, the internal structure is loose, slightly subjected to external force will crack, especially in the transport of low temperature.
Edge Band
2. What is backing glue? Can the seals with backing glue be glued directly to the board?
Answer: Back glue (bridge-erecting agent) PVC can not be bonded directly to the board very well. The quality of back glue (actually not glue, but play the role of intermediate bridge, so it is also called bridge-erecting agent) directly affects the bonding effect. Especially when the weather is cold, the workshop temperature is relatively low, the efficiency of hot melt glue and backing glue is greatly reduced, which is often attributed to the quality of edge seals by furniture manufacturers. A good way is to replace the high temperature hot melt adhesive with high viscosity and purity, increase the working temperature of the hot melt adhesive, raise the room temperature and preheat the edge sealing strip (quality must be guaranteed).
Edge Band
3. Why does the "flat" edge bar need radian?
Answer: When the curvature of the edge-sealing strip itself is bonded and extruded, in order to prevent the loss of glue, a good edge-sealing strip should have a little inward bend in its width direction. The poor quality edge-sealing strip is flat or even anti-warping, so it is easy to produce poor bonding.
Edge Band
4. What is the material of 3D edge bar?
Answer: At present, only a few of the 3D seals on the market are acrylic products (the ingredients are acrylic and some additives, the acrylic ratio is about 98%), while the others are transparent PVC. The problem with transparent PVC is that after trimming and grinding, the transparency of its edges will be slightly worse, so that the effect of 3D can not be completely achieved.
3D Edge Band
5. What should we pay attention to when choosing PVC seals?
Answer: There are two kinds of processes for printing pattern PVC surface on PVC surface: printing and heat transfer film. The surface of heat transfer film is glossy, and the product looks bright and layered. However, it has been replaced by printing because of its high cost, slow transfer speed and inconvenient color matching plate. The content of calcium carbonate in some inferior PVC seals is too high. For example, the printing process will cause discoloration, so sometimes the heat transfer film process will be used.
Notices for choosing and purchasing PVC seals:
A: Smooth surface, no bubbles, no stretch, moderate gloss.
B: The surface and back are flat, uniform in thickness and uniform in width.
C: Reasonable hardness, higher elasticity, better quality and stronger wear resistance.
D: The nearer the side color and surface color of the trimmed back edge sealing strip is, the better it will be, the less clear it will be, and the better its gloss will be. Otherwise, the material used for the trimmed edge sealing strip will be too low, which will lead to the incongruity of the overall color of the finished furniture.
E: The back treatment agent is uniformly coated. In general, transparent and white treatment agent is better. If the back treatment is improper, the bond strength after edge sealing will be low or even not.
F: The color of each batch must be the same. The smaller the color difference between different batches, the better the quality.
G: Trimming and cutting is not brittle, no gap.
H: Transparent sealing glue (adhesive paper used for sealing cartons) is pasted on the sealing edge, rubbed back and forth several times with your finger at the position where the sealing glue is pasted, and then pulled up to check whether the sealing edge band is decolorized.
Thermal, Oxygen and Photoaging Discoloration
Many people think that to solve the problem of inconsistent color in the processing of PVC seals, as long as the yellowing profile production line can reduce the processing temperature, the color difference can be reduced. However, some people believe that the yellowing of PVC, CPE, stabilizers, and other major auxiliary raw materials in different batches of PVC, CPE, stabilizers, there will be different color differences in processing. In this case, even if a certain amount of whitening agent and anti-photoaging agent are added alone, they will not play a very important role.
The main manifestation of the discoloration of heat, oxygen and light aging is yellowing of profiles. When promoting their products, some stabilizer manufacturers claim that using their products can reduce the number of parts and cost compared with similar manufacturers. Although the results can also produce PVC profiles with satisfactory appearance, they can also produce PVC profiles in waste recycling and in the strict process temperature requirements because of their heat. Insufficient stabilization efficiency and damage to the molecular structure of PVC can not be observed by the naked eye, so the following situations occur in production:
(1) When the edge of PVC seal is processed, it is found that the color is not uniform (for example, slight color deviation is allowed).
(2) The profile yellows obviously after heating deformation.
(3) After heating, the profile is in good condition, but it will turn grey in a short time when it is made into doors and windows. Profiles do not yellowing in normal production, but yellowing in later window products.
In the process of profile production, when the basic conditions of raw materials and moulds remain unchanged, if the temperature of the plasticized and homogenized sections is raised by about 5 C, the yellowing tendency of the profile will occur, which also indicates that the thermal stability efficiency is insufficient. The amount of heat stabilizer should be increased, especially when fluorescent whitening agent and other whitening additives are added to the formulation, the thermal stabilizer is insufficient for PVC and the conductivity of PVC profiles. The cause of discoloration was not obvious.
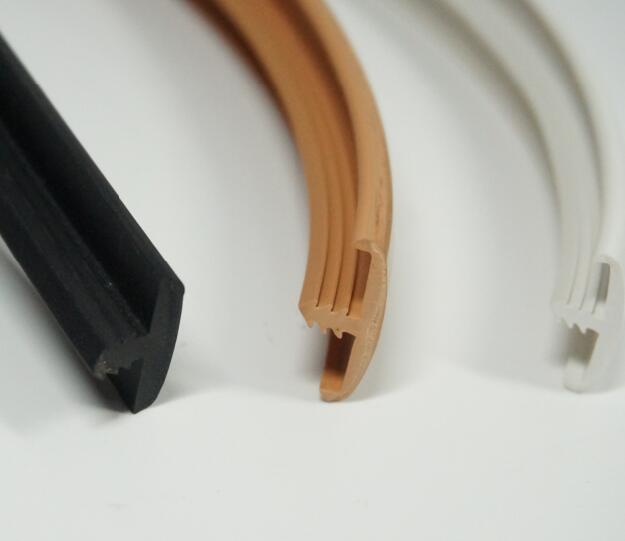
PVC seals
PVC edge band (polyvinyl chloride) is difficult to ignite, when burning up yellow and down Green smoke, irritating odor
PP edge-sealing strip (polypropylene) is easy to ignite oil smell
ABS (acrylonitrile-butadiene-styrene copolymer) burns slowly with special odor
Acrylic is easy to ignite, soften and foam. It has small black smoke and no special odor.
Edge-sealing hot-melt adhesive is a kind of adhesive specially used for edge-sealing of man-made sheets. It is a solvent-free thermoplastic adhesive. When the hot melt adhesive is heated to a certain temperature, it changes from solid state to melt state. When it is coated on the surface of artificial board or edge sealing material, it cools to solid state and bonds the edge sealing material to the base material.
1. Material of Hot Melt Adhesive for Edge Sealing
(1) EVA (ethylene-vinyl acetate copolymer resin) based hot melt adhesives, which can be divided into two categories: filler and non-filler. The use of EVA as base material is a common production technology of hot melt adhesives for edge sealing. Its main limitation is poor heat resistance. The ambient temperature of panel furniture sealed with EVA hot melt adhesive should not be higher than 120 degree C.
(2) POL YAMIDE (polyamide) based hot melt adhesive, which has good heat resistance and fast curing characteristics, has the main disadvantage of high price.
(3) HMPU (polyurethane) base hot-melt adhesive, which is a kind of good performance hot-melt adhesive, is the guarantee of high-quality plate edge sealing. It is expensive and requires special methods of use.
2. Viscosity of Hot Melt Adhesive for Edge Sealing
The viscosity of the edge-sealing hot melt adhesive can not directly reflect the performance of the adhesive. Generally speaking, the higher the viscosity of the edge-sealing hot melt adhesive, the better its initial adhesion strength, but the worse its coating performance. Low viscosity hot melt adhesives have better wettability because of their small amount of glue. Some hot melt adhesives with low viscosity and fast curing speed may also have high initial bond strength. For poor quality particleboard, high viscosity hot melt adhesives are needed for edge sealing. This is because the fluidity of high viscosity hot melt adhesives is poor. It is not as easy to enter the voids in the edge of particleboard as low viscosity hot melt adhesives, so that hot melt adhesives can be fully coated on the edge of the board.
3. Density of Hot Melt Adhesive for Edge Sealing
The density of edge-sealing hot melt adhesives is generally 0.95-1.6g/cm 3, and its density depends on the number of fillers (the more fillers, the greater density). Because of the requirement of a certain glue area for edge sealing, the glue amount per unit length of filler-free hot melt adhesives with low density is less than that of filler-free hot melt adhesives. Moreover, due to the good bonding performance of the filler-free hot melt adhesive and the same edge sealing effect, it is possible that the use of the filler-free hot melt adhesive is less than that of the filler-free hot melt adhesive. In order to reduce the amount of glue coating, the edge sealing machine must have a good glue coating system.
4. Softening Point and Use Temperature of Hot Melt Adhesive for Edge Sealing
Softening point is an index of heat resistance of hot melt adhesives. The higher the softening point, the more difficult the hot melt adhesives are to melt. At the same time, softening point is also an important aspect to measure the heat resistance of panel furniture. In Europe, there has been a set of testing methods for the heat resistance of plate edge sealing, and standards for the heat resistance of plate furniture have also been put forward. France, Germany and Italy have not produced low softening point hot melt sealant on a large scale, but domestic manufacturers (including Taiwan manufacturers) still produce and provide to the domestic market, because domestic furniture manufacturers and consumers do not pay enough attention to the heat resistance of panel furniture, especially kitchen furniture. The softening point range of EVA hot melt adhesives is generally between 90 and 135 C.
The use temperature of hot melt adhesives refers to the temperature on the coating rolls of the edge sealing machine. Only at this temperature can the hot melt adhesives achieve good adhesive strength. The temperature displayed on some edge sealing machines is quite different from the actual temperature, so the temperature of the machine should be checked regularly. If the temperature of edge sealing machine is too high, the adhesive will carbonize and smoke; if the temperature is too low, the adhesive strength will decrease.
5. Opening Time of Hot Melt Adhesive for Edge Sealing and Feeding Speed of Edge Sealing Machine
The opening time of hot melt adhesive for edge sealing refers to the period from the beginning of gluing to the time before the edge sealing tape is pressed onto the base material. The opening time varies with the type of glue. Feeding speed and opening time of edge sealing machine are closely related. Both of them are very important in choosing and using hot melt adhesive. Fast feeding edge sealing machine must choose hot melt glue with short opening time, on the contrary, hot melt glue with long opening time.
For most manual edge-sealing machines, due to the manual operation of workers, it requires the hot melt adhesive to be open for a long enough time to facilitate the edge-sealing of bending parts. Hot melt adhesives are usually coated on the edge-sealing tape. In order to ensure the quality of the edge-sealing, the domestic manual edge-sealing machine also adopts the method of double-sided gluing. The temperature of the rubber can of the manual edge-sealing machine is generally controlled below 180 degrees C (the German BRANDT manual edge-sealing machine can be heated to more than 200 degrees C), so the hot melt glue with the temperature below 180 degrees C should be used. If the thin PVC seals with thickness less than 0.2mm are sealed on the manual edge sealing machine, the temperature of the hot melt adhesive used must be about 120 degrees C.
Epoxy Shenyang resin adhesive commonly used handicrafts and accessories, can be called their cosmetics, after the use of crystal glue, they can make them appear more luster and beautiful, so that people like them more. Then what is epoxy resin adhesive? Xiaobian for everyone to give you a brief introduction.
It can be divided into two categories: polyamine PU glue and gum resin adhesive. The epoxy resin type is relatively cheap, and its application is more extensive. However, its yellowing resistance and toughness are relatively poor. Polyamine PU adhesive has the function of anti ultraviolet, and it can guarantee that there is no yellowing in three years. Composed of curing agent and other modifications. Therefore, its curing products have the characteristics of water resistance, chemical corrosion resistance and translucent.






